GUIDES
CLICK ON THE GUIDE OF YOUR CHOICE
INDEXING
Principles and range of operations
Indexing is the process of rotating a piece of work on its axis through some exact fraction of a whole revolution. For example, the operator may want to rotate a gear blank the distance from one tooth space to the another when cutting the teeth, or rotate the work from one groove to the net when fluting a reamer. The desired rotation is obtained by a dividing head. The dividing head and its footstock are known as index centers. Figure 1 illustrates a typical dividing head and footstock and the nomenclature of their essential parts.
 |
|
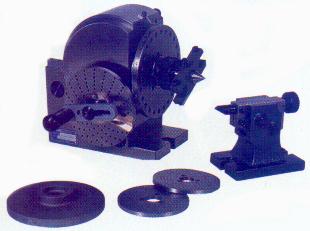
Figure 1 Dividing head and tailstock |
The dividing head contains a worm and worm wheel for transferring motion from the index crank to the spindle. The work spindle is taper-bored to hold a live center or the taper shank of a tool and has a threaded nose to hold a chuck or other work-holding device. It is carried on large bearing surfaces in the swivel block which is constructed so that it will hold the spindle at any angle from5o below the horizontal to at least 10o beyond the perpendicular. Graduations in half degrees measure these angular positions. The index plate, index crank, and sector permit work to be rotated through any part of a revolution. The footstock supports the outer end of a piece being milled. I can be adjusted toward or away from the live center, set over horizontally as a lathe tailstock, and adjusted in a vertical plane for the purpose of milling tapers. Indexing is commonly used with the milling machine for gear cutting, splining shafts, milling bolt heads, fluting taps and reamers, or generally for operation where it is necessary to divide the circumference of the work into any number of equal parts.