GUIDES
FUNDAMENTALS OF
DRILLING & TAPPING
ON SALE NOW
FUNDAMENTALS
OF THREADING ON A LATHE
ON SALE NOW
FUNDAMENTALS OF
WORKING BETWEEN CENTERS
ON SALE NOW
FUNDAMENTALS
OF MILLING
COMING SOON
FUNDAMENTALS
OF SAWING
COMING SOON
METALWORKING
SHOP TERMS
COMING SOON
TAPER TURNING WITH TAILSTOCK SET OVER:
(1.) Work that can be set up between centers can be tapered externally by setting the tailstock of the lathe off center, if the live center and the dead center of the machine are out of alignment, a turned piece will have a larger diameter at one end than at the other. It necessarily follows that if the dead center is set over a predetermined amount, the work turned will have a taper proportional to the amount of the set-over. The method is applicable only to comparatively long tapers, but if the work is not too short and if the dead center is carefully set over very accurate results are obtainable.
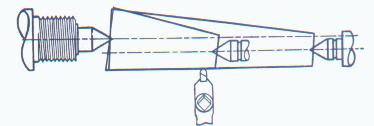
(2.) The important thing is to set the tailstock over the right distance. The operator should become thoroughly familiar with the calculations necessary to determine that distance. Two factors affect the amount of tailstock set-over; the taper per foot desired, and the length of the work. If the set-over remains constant, pieces of different lengths will be machined with different tapers as shown above. The following are the calculations for finding the correct set-over for a given taper:
(a) Given the taper desired in inches per foot, divide the length of the work in inches by 12 (which will give its length in feet) and multiply this quotient by one-half the amount of taper per foot given (in inches). For example, to find the tailstock set-over required to machine a bar 42" long with a taper of 1/2" per foot, the calculation is as follows:
42 inches divided by 12 inches per foot = 3-1/2 feet
3-1/2 feet X 1/4 inch per foot = 7/8 inch
To machine the piece being used as an example with a taper of 1/2 inch per foot, the tailstock should be set forward 7/8 inch. If the bar were 48 inches long, the set-over would be 1 inch, as follows:
48 divided by 12 = 4
4 X 1/4 = 1
(b) To find the correct tailstock set-0ver, if the diameters at each end of the piece are given, divide the total length of the stock by the length of the portion to be tapered, and multiply this quotient by one-half the difference in diameters (or the difference in radii). For example, to find the tailstock set-0ver required to taper a bar 36 inches long with a diameter of 1-1/2 inches at one end, and 1-3/4 inches at the other, the calculation is as follows:
36 inches divided by 36 inches = 1
1 X 1/8 = 1/8
To machine the piece being used as an example, therefore, the tailstock should be moved forward 1/8inch.If the piece were to be tapered only for half of its length, the calculations would be as follows;
36 inches divided by 18 inches = 2
2 X 1/8 = 1/4
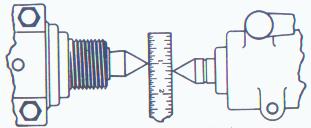
For this operation, the tailstock should be moved forward 1/4 inch. A machinist's steel rule is the usual tool used for measuring the set-over. The picture below shows the procedure and is self-explanatory.
(3.) In all taper turning where the work is held between centers, the distance that the lathe centers enter the work must be subtracted from the length of the piece being turned. For instance, if the lathe centers enter a bar 1/8 inch at each end, the length of work used in figuring the set-over must be its actual length less 1/4 inch. In all taper turning operations, regardless of how the work is set up, the cutting tool must be set on center. When turning tapers by the tailstock set-over method, the usual practice is to set the dead center forward, toward the front of the lathe, so that the small end of the work will be at the tailstock end of the lathe, and to feed the tool from right to left toward the headstock (live center)
(4.) Although the tailstock set-over method is perhaps the most common way to turn external tapers, absolute accuracy is impossible because the lathe centers do not have full bearing on the work. It is necessary, therefore, that tapers so turned be tested for accuracy and any changes in the tailstock adjustment made accordingly. a satisfactory procedure for making such tests is to take a roughing cut clear across the work and test the taper either by a careful comparison of its diameters at each end or to try it in a tapered hole known to have the taper wanted. Gages are available for testing both internal and external standard tapers. If no gage is available, the work should be tested in the hole it is to fit. To test an external taper, the best practice is to mark the piece being tested with chalk or, preferably, prussian blue and insert it snugly in the gage or hole and turn it through one whole revolution. If the marks on the work have been rubbed equally their length the taper is correct; if they are rubbed at only one end of the piece the fit is inaccurate and the tailstock should be suitably adjusted before taking another cut. to test an internal taper, proceed in the same manner, except mark the gate instead of the work.
(5.) Taper turning by setting over the tailstock is very convenient and satisfactory for the average run of work which does not have to be machined within extremely close tolerances, and for tapers not exceeding 3 to 4 inches per foot. It should be borne in mind, however, that the shorter the work, the greater the inaccuracy of the taper when this method is used.