GUIDES
FUNDAMENTALS OF
DRILLING & TAPPING
ON SALE NOW
FUNDAMENTALS
OF THREADING ON A LATHE
ON SALE NOW
FUNDAMENTALS OF
WORKING BETWEEN CENTERS
ON SALE NOW
FUNDAMENTALS
OF MILLING
COMING SOON
FUNDAMENTALS
OF SAWING
COMING SOON
METALWORKING
SHOP TERMS
COMING SOON
SETTING UP WORK BETWEEN CENTERS
(1)
When the lathe centers have been properly inserted in place and approximately
aligned, and the work correctly drilled for mounting, the next step is to mount
the piece in the lathe, usually be means of a faceplate and lathe dog at the
headstock end as shown below.
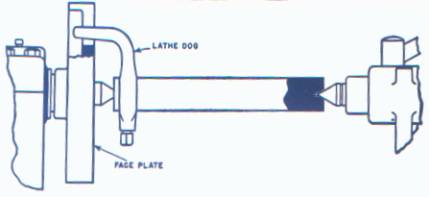
(1)
The purpose of the lathe dog is to provide a firm connection between the
headstock spindle and the work, and thus drive the work at the same rpm as the
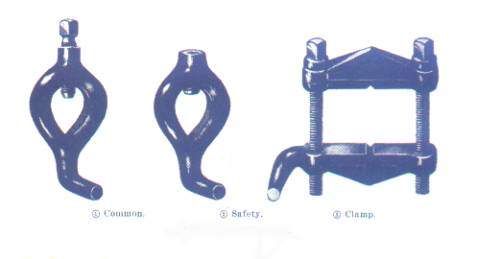
spindle under the strain of cutting. The picture below shows three commonly used
types of lathe dogs. The part of the dog which fits into a slot in the faceplate
is called the tail, which may be either bent, as shown, or straight. Straight
tail lathe dogs are driven by means of a stud attached to and projecting from
the faceplate. The safety lathe dog has a headless setscrew to reduce the danger
of it catching in the operator’s sleeve, which can cause a serious accident.
The clamp lathe dog is used principally for driving rectangular work.
(3) Take particular care if you have a headstock that
has threads to screw on the faceplate that the threads of the headstock spindle
sleeve are clean before screwing the faceplate to them, and avoid damaging them
in any way. The setscrew of the lathe dog should be turned tightly on the work:
if the work is finished, it is good practice to place a split ring of some soft
material such as brass between the setscrew and the work. Make sure the that the
tail of the lathe dog does not bind in the slot of the faceplate.
(4) If you are using a dead center in the tailstock,
it does not revolve with the work as does a live center, it requires
lubrication; a few drops of oil (in the past it was advisable to use white lead
which is no longer available) should be applied to the dead center before the
work is set up, and the tailstock adjusted so that the dead center fits firmly,
but not so firmly as to bind, into the cavity previously countersunk in the
work. It is advisable to apply oil to the dead center at intervals during the
turning operation to reduce wear and prevent damage either to it or to the work.
The heat generated during the turning operation causes the work to elongate
which can cause unnecessary wear on the dead center. Lubrication and pressure
upon the dead center must be checked frequently during the turning operation if
accurate work is to be done without damaging the lathe.